





01 פארוואס רעטעניש
נאָך די קרייַז ברעט איז דיזיינד, קאַמפּאָונאַנץ דאַרפֿן צו זיין שטעלן אויף די סמט שפּאָן פֿאַרזאַמלונג שורה. יעדער SMT פּראַסעסינג פאַבריק וועט ספּעציפיצירן די מערסט צונעמען גרייס פון דעם קרייַז ברעט לויט די פּראַסעסינג רעקווירעמענץ פון די פֿאַרזאַמלונג שורה. פֿאַר בייַשפּיל, די גרייס איז אויך קליין אָדער צו גרויס, און די פֿאַרזאַמלונג שורה איז פאַרפעסטיקט. די מכשירים פון די קרייַז ברעט קענען ניט זיין פאַרפעסטיקט.
דערנאָך די קשיא ערייזאַז, וואָס אויב די גרייס פון אונדזער קרייַז ברעט זיך איז קלענערער ווי די גרייס געגעבן דורך די פאַבריק? אַז איז, מיר דאַרפֿן צו שטעלן צוזאַמען אַ קרייַז ברעט און אַסעמבאַל קייפל קרייַז באָרדז אין אַ גאַנץ שטיק. ימפּאַזישאַן קענען באטייטיק פֿאַרבעסערן עפעקטיווקייַט ביידע פֿאַר הויך-גיכקייַט פּלייסמאַנט מאשינען און פֿאַר כוואַליע סאַדערינג.
02 רעטעניש באַשרייַבונג
○ דימענשאַנז
א. פֿאַר די קאַנוויניאַנס פון פּראַסעסינג, די וואַניר ברעט ווינקל אָדער קראַפט ברעג זאָל זיין ר-טיפּ טשאַמפער. אין אַלגעמיין, די ראַונדיד ווינקל דיאַמעטער איז Φ5.
ב. ווען די ברעט גרייס איז ווייניקער ווי 100 מם × 70 מם, די פּקב זאָל זיין פארזאמלט (זען פיגורע 3.1).
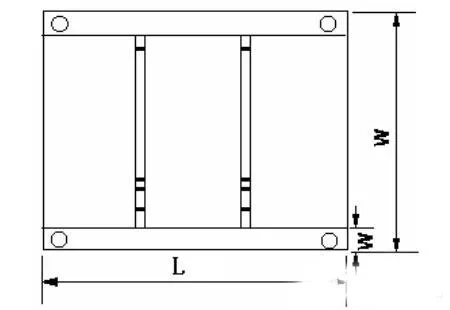
דימענסיעס רעקווירעמענץ פון די רעטעניש:
לענג ל: 100 מם ~ 400 מם
ברייט וו: 70 מם ~ 400 מם
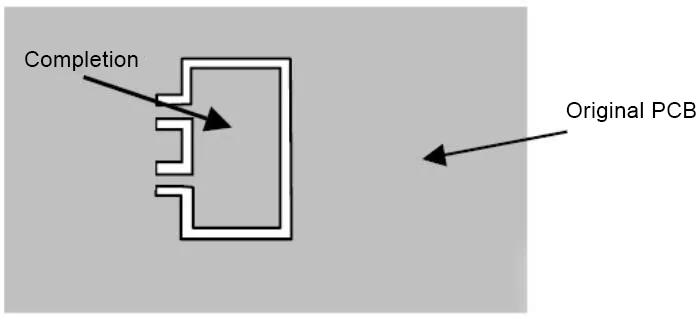
○ ירעגיאַלער פּקב
פּקבס מיט ירעגיאַלער שאַפּעס און קיין דזשיגס זאָל האָבן מעלאָכע עדזשאַז. אויב די פּקב האט האָלעס מיט אַ גרייס גרעסער ווי אָדער גלייַך צו 5 מם × 5 מם, די האָלעס מוזן זיין געענדיקט בעשאַס די פּלאַן צו ויסמיידן סאַדערינג און דיפאָרמיישאַן פון די ברעט בעשאַס סאַדערינג. דער קאָמפּלעמענטאַרי טייל און דער אָריגינעל פּקב טייל זאָל זיין אויף איין זייַט פאַרבינדן און באַזייַטיקן עס נאָך כוואַליע סאַדערינג (זען פיגורע 3.2)
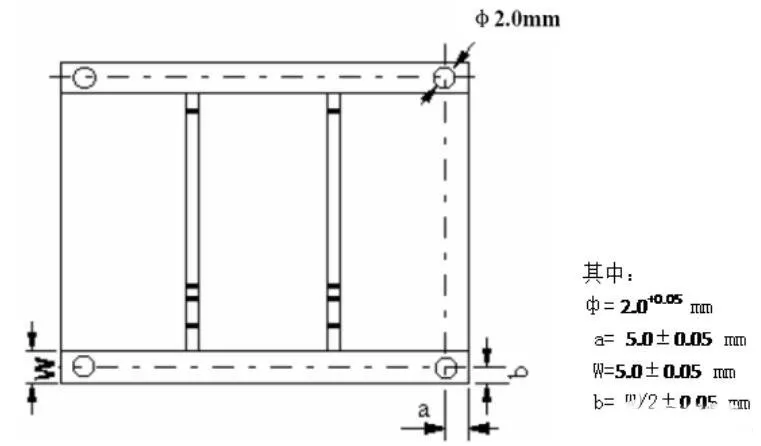
ווען די קשר צווישן דעם פּראָצעס ברעג און די פּקב איז אַ V-שייפּט נאָרע, די ווייַטקייט צווישן די ויסווייניקסט ברעג פון די מיטל און די V-שייפּט נאָרע איז ≥2מם; ווען די קשר צווישן דעם פּראָצעס ברעג און די פּקב איז אַ שטעמפּל לאָך, דיווייסאַז און שורות זענען נישט ערלויבט צו זיין עריינדזשד ין 2 מם אַרום די שטעמפּל לאָך.
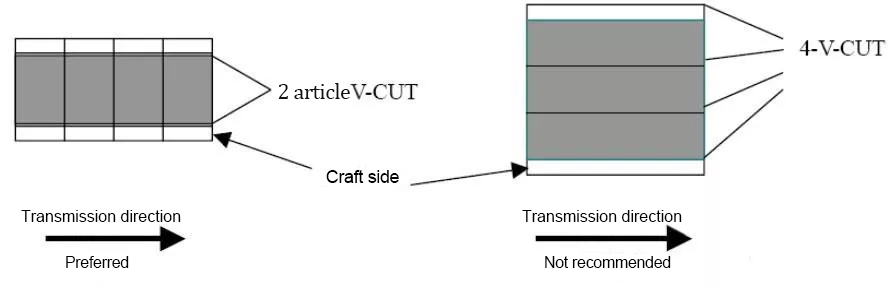
○ רעטעניש
די ריכטונג פון די לאָבזעג זאָל זיין דיזיינד פּאַראַלעל צו דער ריכטונג פון די קאַנווייינג ברעג. ווען די גרייס קען נישט טרעפן די אויבן רעקווירעמענץ פֿאַר די גרייס פון די ימפּאַזישאַן, די ויסנעם איז. בכלל ריקווייערז "V-CUT" אָדער די נומער פון שטעמפּל לאָך שורות ≤ 3 (אַחוץ פֿאַר שלאַנק ווענעערס), זען פיגורע 3.4
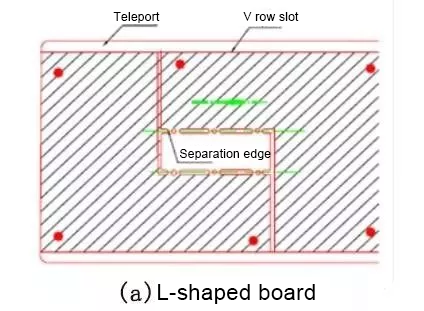
פֿאַר די ספּעציעל-שייפּט ברעט, באַצאָלן ופמערקזאַמקייַט צו די קשר צווישן די טאָכטער ברעט און די טאָכטער ברעט, און פּרובירן צו מאַכן די קשר ביי יעדער שריט אפגעשיידט אויף אַ שורה, ווי געוויזן אין פיגורע 3.5.
03 פּקב רעטעניש שפּיץ צען ענינים וואָס דאַרפֿן ופמערקזאַמקייט
אונטער נאָרמאַל צושטאנדן, פּקב פּראָדוקציע וועט זיין גערופֿן די אַזוי גערופענע פּאַנעליזאַטיאָן (פּאַנעליזאַטיאָן) אָפּעראַציע, דער ציל איז צו פאַרגרעסערן די פּראָדוקציע עפעקטיווקייַט פון די סמט פּראָדוקציע שורה, דעמאָלט פּקב פּקב, וואָס דעטאַילס זאָל מיר באַצאָלן ופמערקזאַמקייט צו? זאל ס נעמען אַ קוק צוזאַמען.
1. די ויסווייניקסט ראַם (קלאַמפּינג ברעג) פון די פּקב רעטעניש זאָל אַדאַפּט אַ פארמאכט שלייף פּלאַן צו ענשור אַז די פּקב רעטעניש וועט נישט זיין דיפאָרמד נאָך עס איז פאַרפעסטיקט אויף די ייַנאָרדענונג.
2. די פאָרעם פון די פּקב רעטעניש איז ווי נאָענט צו אַ קוואַדראַט ווי מעגלעך. עס איז רעקאַמענדיד צו נוצן 2 × 2, 3 × 3, ....
3. פּקב טאַפליע ברייט ≤260מם (סיעמענס שורה) אָדער ≤300מם (פודזשי שורה); אויב אָטאַמאַטיק דיספּענסינג איז פארלאנגט, פּקב טאַפליע ברייט × לענג≤125מם × 180מם.
4. יעדער קליין ברעט אין די פּקב רעטעניש מוזן האָבן בייַ מינדסטער דרייַ פּאַזישאַנינג האָלעס, 3 ≤ עפענונג ≤ 6 מם, וויירינג אָדער פּאַטשינג איז נישט ערלויבט ין 1 מם פון ברעג פּאַזישאַנינג האָלעס.
5. די צענטער דיסטאַנסע צווישן די קליין פּלאַטעס איז קאַנטראָולד צווישן 75 מם ~ 145 מם.
6. ווען באַשטעטיקן די רעפֿערענץ פּאַזישאַנינג פונט, יוזשאַוואַלי לאָזן אַ סאַדערלעסס געגנט 1.5 מם גרעסער ווי די פּאַזישאַנינג פונט.
7. עס זאָל זיין קיין גרויס דעוויסעס אָדער פּראָוטרודינג דעוויסעס לעבן די קשר פונקטן צווישן די ויסווייניקסט ראַם פון די רעטעניש און די ינער קליין ברעט, און צווישן די קליין ברעט און די קליין ברעט, און עס זאָל זיין מער ווי 0.5 מם פון פּלאַץ צווישן די עדזשאַז פון די קאַמפּאָונאַנץ און די פּקב צו ענשור אַז די קאַטינג געצייַג לויפט נאָרמאַלי.
8. פיר פּאַזישאַנינג האָלעס זענען געעפנט אין די פיר עקן פון די ויסווייניקסט ראַם פון די טאַפליע, און די לאָך דיאַמעטער איז 4 מם ± 0.01 מם; די שטאַרקייַט פון די לאָך מוזן זיין מעסיק צו ענשור אַז עס וועט נישט ברעכן בעשאַס די אויבערשטער און נידעריקער פּלאַטעס. .
9. די רעפֿערענץ סימבאָלס געניצט פֿאַר פּקב פּאַזישאַנינג און פייַן-פּעך מיטל פּאַזישאַנינג. אין פּרינציפּ, QFPs מיט אַ פּעך פון ווייניקער ווי 0.65 מם זאָל זיין שטעלן אין זייער דיאַגאָנאַל שטעלעס; די פּאַזישאַנינג דערמאָנען סימבאָלס געניצט פֿאַר ימפּאַזישאַן פּקב טאָכטער באָרדז זאָל זיין פּערד ניצן, שטעלן דייאַגאַנאַלי צו די פּאַזישאַנינג עלעמענט.
10. גרויס קאַמפּאָונאַנץ זאָל האָבן פּאַזישאַנינג הודעות אָדער פּאַזישאַנינג האָלעס, פאָוקיסינג אויף איך / אָ צובינד, מיקראָפאָן, באַטאַרייע צובינד, מיקראָבאַשטימען, כעדפאָונז צובינד, מאָטאָר, עטק.